

W wielu zakładach produkujących meble panelowe codziennie można zaobserwować podobną scenę — na wyjściu okleiniarki układane są panele, a pracownik w pocie czoła przenosi je kilka metrów do następnego stanowiska, np. wiertarki lub piły panelowej.
Wydaje się, że linia produkcyjna działa, ale w rzeczywistości cały czas się zatrzymuje i czeka.
Każda pauza, każde ręczne przeniesienie staje się „punktem przerwania” w rytmie produkcji.
Coraz więcej producentów mebli wyznacza dziś na nowo granice efektywności produkcji za pomocą jednego pozornie prostego urządzenia —Automatyczny przenośnik powrotny do okleiniarki.

1. Scena w wąskim gardle: Pracownik przywiązany do okleiniarki
„Zasadniczo cały dzień podążam za maszyną” — to powszechne przekonanie wśród wielu pracowników fabryk.
W typowej linii do oklejania krawędzi, wyjście okleiniarki często wyznacza tempo pracy całej linii. Po oklejeniu każdego panelu, ktoś musi natychmiast przenieść go do następnej maszyny.
Jeśli pracownik się spóźni, maszyna się zatrzyma. Jeśli pracownik się spieszy, panele ulegną uszkodzeniu.
Ukryte koszty ręcznego transferu:
Utrata wydajności– Ręczna obsługa wydłuża czas oczekiwania maszyny, wydłużając cykl produkcyjny o 5–10% na godzinę.
Koszt pracy– Potrzebny jest co najmniej jeden operator na pełen etat, a koszt jego zatrudnienia wynosi 600–900 dolarów miesięcznie.
Ryzyko jakości– Ręczne transfery mogą łatwo zarysować lub wgiąć powierzchnię panelu.
Zagrożenie bezpieczeństwa– Częste przenoszenie dużych paneli powoduje nadwyrężenie mięśni i potencjalne urazy.
Te ukryte nieefektywności są często przyczyną, dla której wiele zakładów ma trudności z osiągnięciem ciągłego przepływu produkcji.
2. Rozwiązanie: pozwól panelom automatycznie „wrócić do domu”
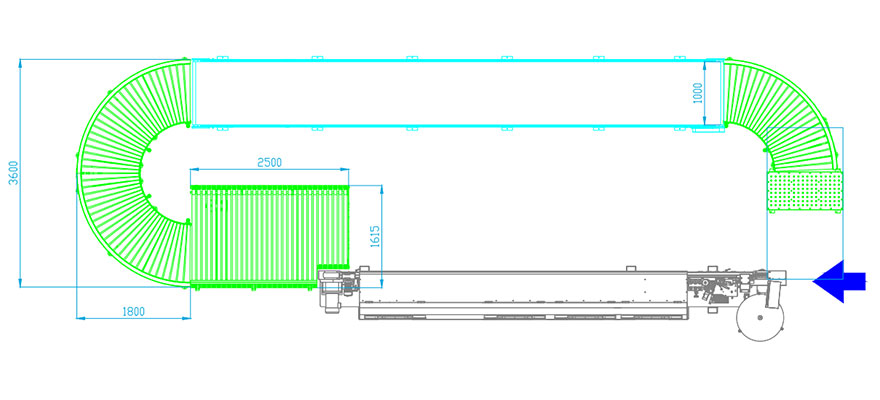
TenAutomatyczny przenośnik powrotny do okleiniarkito inteligentny system transportowy zainstalowany na wyjściu okleiniarki.
Automatycznie przekazuje gotowe panele z powrotem operatorowi, umożliwiając płynne przejście do następnego procesu — prawdziwy „okrężny” przepływ produkcji.
1. Tworzenie ciągłego przepływu
PrzezSystem przenośników do obróbki paneliPanele są płynnie i bez zakłóceń transportowane z okleiniarki do następnej maszyny lub z powrotem do operatora, co zapewnia pełną ciągłość procesu.
2. Wyzwolenie pracy
Operator jest uwolniony od powtarzalnych czynności związanych z przenoszeniem i może skupić się na zadaniach o większej wartości, takich jak kontrola jakości lub obsługa sprzętu.
3. Stabilny rytm produkcji
TenSystem rozładowczy maszyny do okleinowania krawędziutrzymuje stałą prędkość pracy okleiniarki bez przestojów, maksymalizując jej wydajność.
4. Ochrona produktu
Przenośnik wykorzystuje materiały odporne na zarysowania i buforowane sekcje obrotowe, aby zagwarantować, że panele nie ulegną uszkodzeniu podczas przenoszenia.
3. Studium przypadku: „Cud zwrotu”, który zwiększył wydajność o 30%
Duża fabryka mebli w Guangdong w Chinach dysponowała trzema liniami do dwustronnego okleinowania krawędzi. Przed modernizacją każda linia wymagała trzech pracowników.
Po zainstalowaniuTaśmociąg powrotny postformingowyfabryka przeprowadziła dwutygodniowe porównanie wydajności.
| Przedmiot | Przed uaktualnieniem | Po aktualizacji | Poprawa |
| Paneli na godzinę | 120 szt. | 156 szt. | ↑30% |
| Praca na linię | 3 pracowników | 1 pracownik | ↓66% |
| Czas cyklu na panel | 28 sekund | 19 sekund | ↓32% |
| Współczynnik zarysowań/uszkodzeń | 3,20% | 0,60% | ↓81% |
| Zmęczenie operatora | Wysoki | Niski | — |
| Okres zwrotu z inwestycji | — | 4,5 miesiąca | — |
Dyrektor fabryki skomentował:
„Myśleliśmy, że zaoszczędzimy trochę pracy, ale cały rytm produkcji stał się płynniejszy. Wydajność wzrosła o 30%, jakość drastycznie się poprawiła, a przeróbki praktycznie zniknęły”.
4. Awaria technologii: „Inteligentny” system przenośników
FORTRANPrzenośnik powrotny CNCnie jest tylko dodatkiem mechanicznym — to inteligentne połączenie struktury i oprogramowania.
Wykrywanie adaptacyjne– Automatycznie wykrywa rozmiar i grubość panelu, aby dostosować prędkość pracy.
Inteligentne przekierowanie– Automatycznie kieruje panele z powrotem do operatora lub do następnego stanowiska roboczego CNC.
Przekładnia odporna na zarysowania– Miękka powierzchnia przenośnika i prowadnice zapobiegają uszkodzeniom paneli.
Panel sterowania wizualnego– Interfejs PLC + ekran dotykowy wyświetla informacje o pracy urządzenia w czasie rzeczywistym oraz alerty.
Dzięki połączeniu precyzyjnej mechaniki i inteligentnego sterowania możliwa jest prawdziwie elastyczna produkcja.
5. Wgląd w branżę: od „wydajności pojedynczej maszyny” do „efektywności systemu”
Tradycyjny proces produkcyjny koncentruje się na wydajności poszczególnych maszyn.
Prawdziwa wydajność zależy jednak od płynności przepływu materiałów między maszynami — jest to „wydajność systemu”.
Porównanie danych branżowych
| Indeks kluczy | Tryb transferu ręcznego | Tryb automatycznego przenośnika powrotnego |
| Wskaźnik wykorzystania maszyn | 65%–75% | 90%–95% |
| Produktywność (㎡/osobogodzina) | 25 | 48 |
| Współczynnik wydajności produktu | 96% | 99,40% |
| Roczny koszt utrzymania | Wysoki | Niski |
| Stabilność przepływu produkcji | Nietrwały | Stabilny |
| Poziom automatyzacji | Niski | Wysoki |
Jasne, żeAutomatyczny przenośnik powrotny do okleiniarkinie jest tylko opcjonalnym akcesorium — tordzeń piastyktóry zwiększa wydajność całego systemu produkcyjnego.
Przekształca model produkcji z „napędzanego przez człowieka” na „napędzany przepływem”, otwierając nową erę automatyzacji w produkcji mebli panelowych.
6. Często zadawane pytania (FAQ)
P1: Jakie typy okleiniarek są kompatybilne?
A: Pasuje do większości jednostronnych i dwustronnych okleiniarek o dużej prędkości, obsługując konfiguracje powrotu pod kątem 90° i 180°.
P2: Czy wymagane są duże modyfikacje istniejącej linii?
A: Nie. Zespół FORTRAN zapewnia dostosowaneSystem przenośników do obróbki paneliukłady, które łatwo integrują się z istniejącymi przestrzeniami.
P3: Czy konserwacja jest skomplikowana?
A: Rutynowa konserwacja obejmuje czyszczenie powierzchni pasa i smarowanie łańcuchów — nie jest wymagana pomoc wyspecjalizowanych techników.
P4: Jaki jest średni okres zwrotu z inwestycji (ROI)?
A: Według opinii klientów typowy zwrot z inwestycji wynosi 4–6 miesięcy, co oznacza oszczędność ponad 30% długoterminowych kosztów pracy.
P5: Czy można go zintegrować z innym sprzętem zautomatyzowanym?
O: Zdecydowanie. Można go zsynchronizować z okleiniarkami, maszynami CNC i systemami wiertniczymi, tworząc w pełni zautomatyzowaną linię produkcyjną.
7. Wnioski: pozwól, aby każdy panel płynął płynnie
W produkcji opartej na zasadzie szczupłego wytwarzania „przepływ” oznacza ciągłe tworzenie wartości.
W liniach do oklejania krawędzi,Automatyczny przenośnik powrotny do okleiniarkijest kluczem umożliwiającym taki przepływ.
To już nie jest opcjonalny dodatek — totętnica krążeniowanowoczesnych linii produkcyjnych mebli.
Automatycznie przywraca panele, optymalizuje rozmieszczenie siły roboczej, stabilizuje rytm pracy maszyn i zapewnia stałą wydajność.
8. Wezwanie do działania: Zidentyfikuj wąskie gardła produkcyjne za pomocą języka FORTRAN
👉 ZarezerwujDiagnostyka wąskich gardeł na linii produkcyjnej online
👉 Lub poproś oBezpłatna konsultacja w sprawie projektu układu na miejscu
Pozwól ekspertom od automatyzacji FORTRAN dostosować Twoje kompletne
System rozładowczy maszyny do okleinowania krawędziIPrzenośnik powrotny CNCrozwiązanie -
Pomagamy Ci zbudować naprawdę wydajną, inteligentną i nieprzerwanie działającą linię do oklejania krawędzi.

Automatyzacja FORTRAN — gdzie precyzja mechaniczna spotyka się ze sztuką wydajności.
